Tenax a Cleaning Breakthrough

A game changing cleaning product with proven results for New Zealand’s food producers
TENAX®, is a new generation product that sits under our Opal brand, that can be used as a cleaning agent throughout a food processing plant.The principle behind the TENAX® technology is that the chemical thickens when it is diluted to the correct percentage and consequently clings in a wet state to surfaces far better than foaming chemicals, thoroughly wetting out the soiled surface and solubilising the soil.
The TENAX® difference
- Chemical does the hard work – not you
- Minimises labour
- Reduces water use
- Proven micro results
- Wide range of uses in food processing plants
Also, see what our TENAX® customers are saying about it.
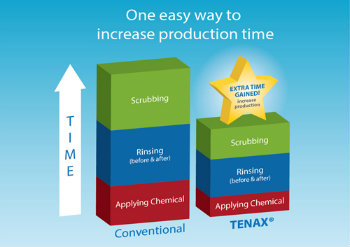
When it comes to rinsing it off, the rinse water further dilutes the chemical, turning the film back to a thin, easily rinsable one, that can be quickly flushed away. All surfaces are cleaner and shinier, with better anti-microbial action and less reliance on manual agitation. TENAX® chemicals have been designed to give prolonged adherence to vertical and horizontal surfaces, thereby making full use of the chemical energy available.The extended contact time of TENAX® leads to a superior cleaning/sanitation result which then reduces other inputs involved in cleaning, such as manual labour, hot water, and time. TENAX® does most of the work for you, unlike traditional chemicals that rely on lots of agitation, rinse water and re-application of chemical to complete the cleaning task.
There are currently two products within the TENAX® range both with unique characteristics yet with the same powerful TENAX® chemistry. All our products have MPI and AsureQuality approvals. See our product pages below for more details on these products.